Production processes
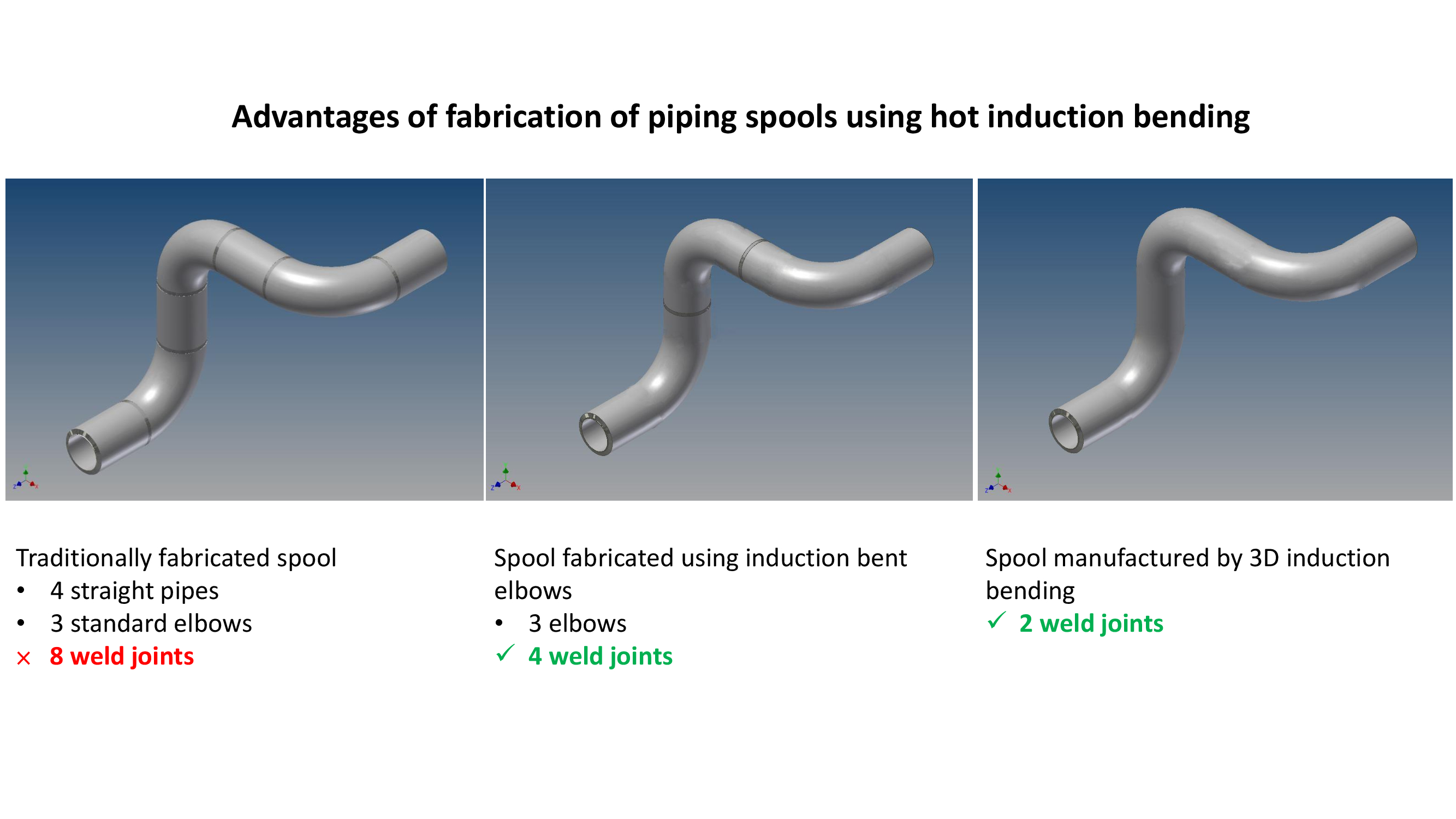
The main distinctive feature of our manufacturing process is use of the method of hot induction bending of pipes up to 1220 mm in diameter and 100 mm in wall thickness. We can make 3D irregular shaped pipe bends with reduced number of welds on the pipeline units, resulting in considerable saving in their maintenance during operation.
Our equipment allows us to make non-standard bends with angles up to 182 degrees and radius between 1 and 11 of pipe diameters, including three-dimensional bends.
The main manufacturing processes are described below.
Plasma cutting of the pipes and rolled metal products
The NC-controlled plasma and oxygen cutting machines and the mechanical methods for metal severing with edge machining are used for cutting of the round and sheet billet. Machining of external, internal surfaces and edges for welding is carried out using the turning, milling, horizontal boring and specialized edge milling machines.

Installation of MultiTherm from Messer
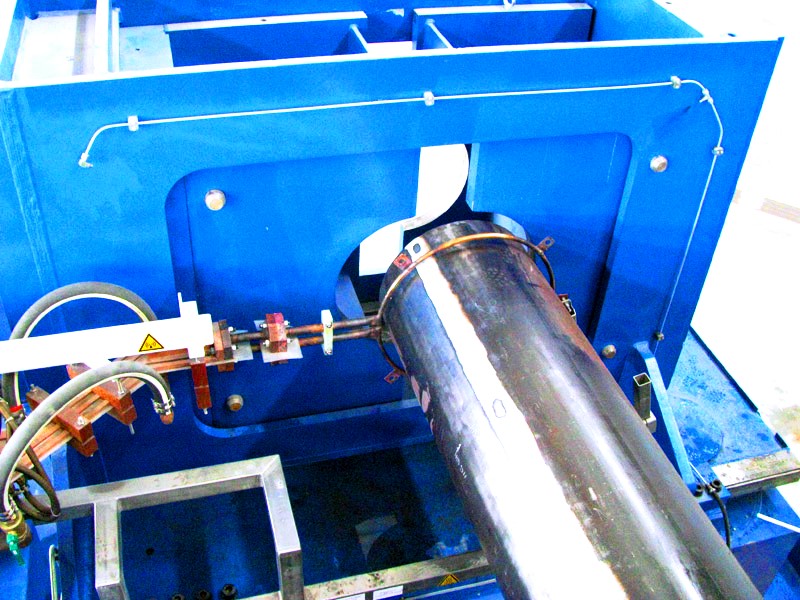
Bending of pipes using the induction mills
The short radius bends Dy 50-500 mm with a wall thickness of up to 75 mm and a bending radius R≥1.4Dн and the bends Dу 200-1220 mm with a wall thickness up to 100 mm can be made by induction heating bending. The bending process modes on all bending machines are carried out together with automatic control; the mode data are saved.

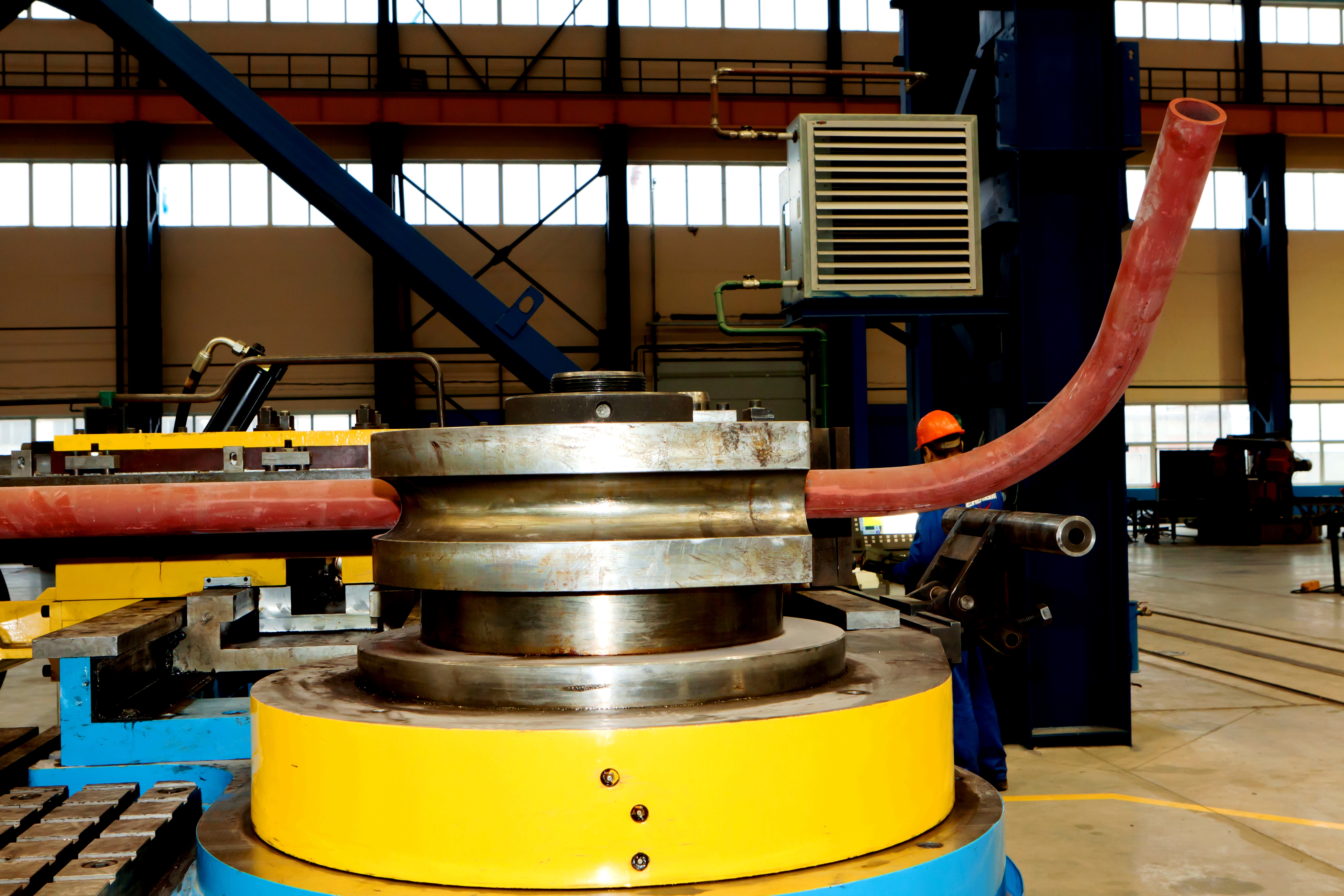
HFAC bending machine SRBMI-1000 manufactured by AWS Schaefer Technologie GmbH
A distinctive feature of our production is use of HFAC bending machines SRBMI-1000 and SRBMI-600/800 manufactured by AWS Schaefer Technologie GmbH.
During more than 50 years the company AWS Schaefer Technologie GmbH is engaged in manufacture of the pipe forming and making machines. The company located in the city of Wilnsdorf (Germany) manufactures the failure-free high-quality pipe forming and making machines operated for many decades.
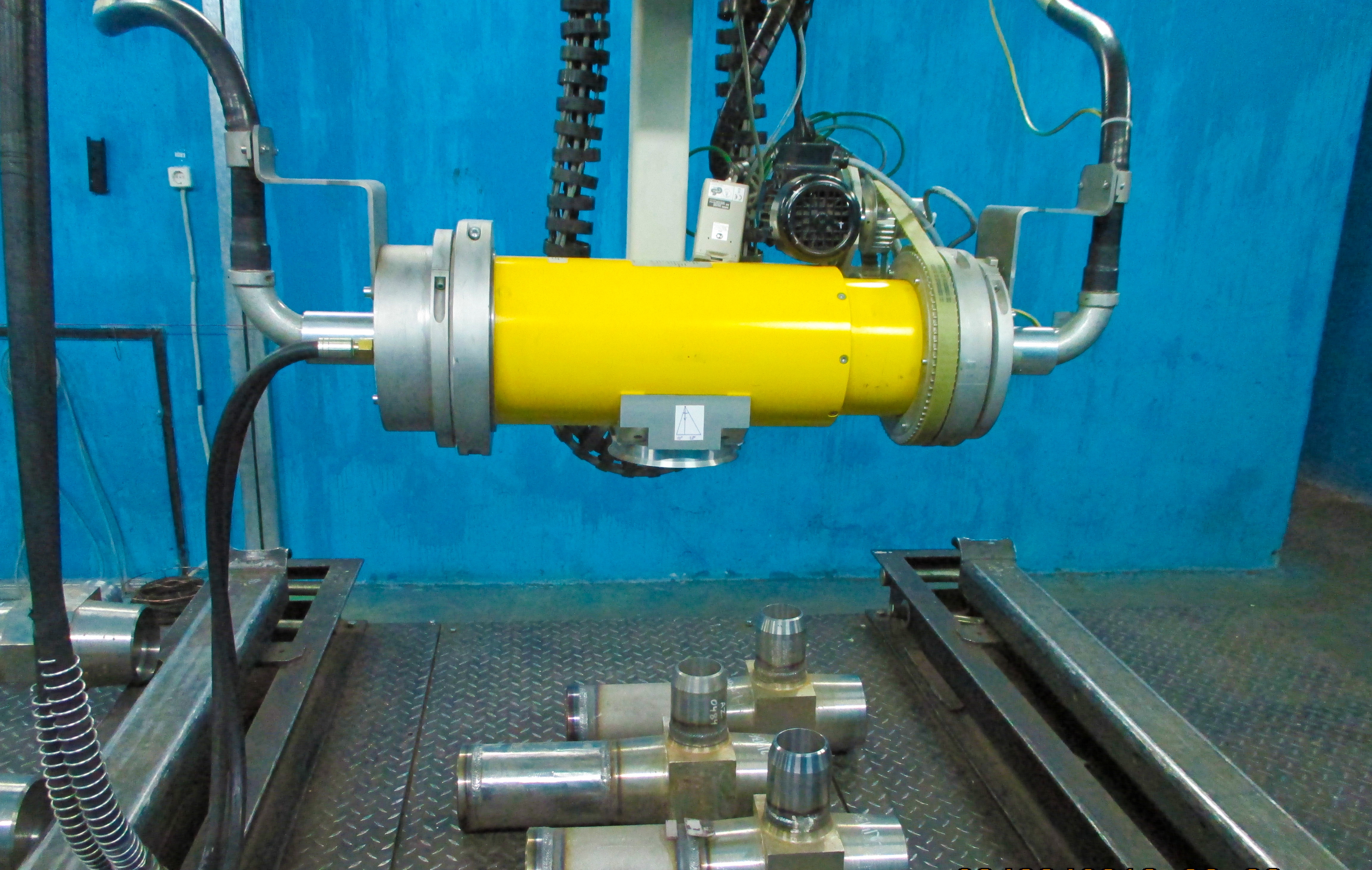
During formation of the branch, the pipe is fed into a narrow heating zone. In the said zone the metal is heated by means of the annular inductor with simultaneous mechanical pipe bending due to the axial force applied to it by the mill moving part which is moved along the arc. The bending technology used by us ensures low values of change of the pipe wall thickness and out-of-roundness at the bend point, which allows us to comply with the requirements of all applicable codes and standards.
Main characteristics of the manufactured bends:
- Minimum pipe diameter: 10 mm
- Maximum pipe diameter: 1220 mm
- Minimum pipe wall thickness: 1.6 mm
- Maximum pipe wall thickness: 100 mm
- Maximum bending angle: 182o
- Maximum pipe length: 12 m
- Maximum bending radius: R = 11D
- Minimum bending radius: R = 1D
HFAC bending machine SRBMI-600/800 manufactured by AWS Schaefer Technologie GmbH
Heat treatment
Heat treatment of the parts is carried out in the bogie hearth furnaces: the gas furnaces with a volume of 56 m3, and the electric furnaces with a volume of 10 m3, and in the local heat treatment plants equipped with the automatic process control devices.

Gas Furnace ThermoGas-ДО-30.75.20/1100-И4-Н
Cold bending
The bent branches Dу 10-200 mm with R≥3.0 Dн are made using the cold bending method by winding on sectors.
Bending machine DB 220 manufactured by CNC Schwarze-Robitec GmbH
Bending machine ТГСВ-1МТ manufactured by Pella-Mash
Bending machine MDH 90 manufactured by AMOB
Automatic welding
The enterprise uses manual arc welding with coated electrodes, semi-automatic welding in shielding gases, argon arc welding with non-consumable electrode and automatic submerged arc welding. The pipeline parts are welded using the equipment certified in compliance with the requirements of regulatory documents.

Inverter welding machines TT 4000 manufactured by Fronius
Welding machine TransPuls Synergic 4000 manufactured by Fronius
Welding units manufactured by ESAB
Argon-arc unit Foxweld TIG-303
Product quality control
The end product quality is controlled by the technical control department and certified central plant laboratory. The main methods used for non-destructive testing of metal quality, boiler and pipeline welded joints include:
- radiation (radiographic);
- acoustic (ultrasonic flaw detection and thickness measurement);
- capillary (penetrants);
- magnetic (magnetic particle);
- visual and measuring;
- spectral.
Stationary X-ray chamber 450 kV with the equipment Yxlon
The destructive testing methods incude:
- microscopical study;
- intercrystalline corrosion resistance tests;
- tests for determination of mechanical properties, including impact strength.
Painting, packaging and shipment of end products
The moulded members, assembly units and pipeline units are supplied in compliance with the applicable standards and standard drawings of the design department at the consumer’ installation site of the power generating unit under construction or reconstruction, enlarged and assembled in the pipeline as designed. Upon assembly and control, the pipeline is put into operation.
